Table Of Content
- Introduction
- What is Preheating in Welding
- Determining Pre-Heating Temperature
- Methods of Preheating in Welding
- Industry Standards for Preheating Processes
- Difference Between Preheating and Post-Heating
- Advantages and Disadvantages of Preheating in Welding
- Conclusion
Introduction
The need for joining metals has existed for as long as the use of metal itself.
There have been records of welding processes used in the Bronze and Iron Ages.
Until the 1800s, forge welding (repeated striking of heated metal to fuse them) was used extensively until Arc Welding, Thermite Welding, and other welding processes were invented.
The onset of metals and metalworking has been pivotal for humankind’s technological advancements.
The necessity to create complex metallic structures, tools, and objects has directed metal workers away from basic casting and forging to work on variations of metal cutting, metal forming, and metal joining processes.
Welding is one of the most crucial techniques of metalworking.
It involves connecting different pieces of metal or polymer (otherwise difficult to join with regular nuts and bolts) by fusing the point of contact using temperatures that take the subject metal to its melting point.
Filler materials are often used to reinforce the weld region.
The welding procedures are highly dependent on the skill of the operator and their gauge of the metal's state and the surface's quality.
Any errors during welding may cause defects like hot cracks, cold cracks, and porosity (entrapment of gases within the weld pool zone).
These defects can cause catastrophic failures that can affect the intended purpose of the welded object.
Preheating before welding is done to help avoid many of these defects, control the state of the Heat Affected Zone (HAZ), clear out moisture from the region, and control the state of the weld.
There's More to Explore, Step By Step Guide: How To Create Accurate Pipeline Isometric Drawings
What is Preheating in Welding?
Heat treatment of metal causes changes in the microstructure of the material.
Machining processes, like cutting, milling, and welding, generate heat in the regions of machining.
The thermal properties of metals, like their thermal conductivity, specific heat, and physical properties like density and surface texture, affect the state of the machined region's Heat Affected Zone (HAZ).
The heating and cooling rate due to machining processes affect the size of the Heat Affected Zones.
Precise control of these conditions can affect the integrity of the weld zones by manipulating the microstructural changes in that region.
The heating of the metal due to welding causes the microstructural properties to differ from the rest of the subject.
Preheating the subject is carried out to ensure smooth welding and structural integrity.
Preheating in Welding causes lesser shrinkage stress as the temperature variance between the weld zone and the base material is more minor.
Higher shrinkage stress can cause distortions and crack defects.
Preheating in welding is the process of heating the region around the weld zone to a specific minimum temperature, called the preheat temperature, to soften the impact of the high temperatures induced due to the welding process.
Industry requirements are a baseline to be maintained while picking the preheat temperature, and material manufacturer specifications and filler material properties must be considered.
The degree of restraint, dependent on the test subject or the product to be manufactured, must also be noted before applying heat to the material.
Apart from this, the chemical state of the material, the thickness, and mechanical properties need to be considered before determining the preheat temperature of the material.
Determining Pre-Heating Temperature
Preheating in Welding reduces the rate of heat with which heat is drawn out of a weld zone.
The subject material does not experience crack formation within the Heat Affected Zone when welded to the minimum preheat temperature after heating.
As per the guidelines set by the American Welding Society, preheat temperature can be determined by controlling the following two factors, which are:
· Hydrogen
This method monitors the quantity of hydrogen post-cooling of the welded material up to 50°C and ensures that it stays within a set value predetermined by the material's properties.
This method uses a value called the composition parameter, from which a susceptibility index is obtained, with careful consideration of the filler material composition.
The susceptibility index obtained, subject thickness, intended degree of restraint, and mechanical properties provide the required preheat temperature.
This method works for high-hardenability steels with lower alloy content but is tricky with carbon steels.
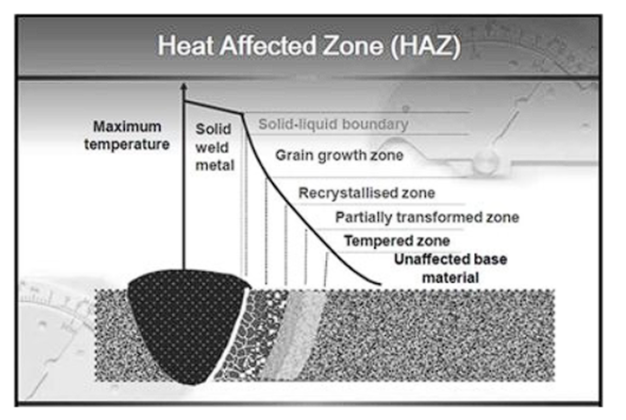
· Heat Affected Zone
Heated steel, for example, changes to Martensite steel when cooled.
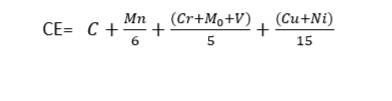
The degree of martensite formation post-heat treatment can be measured by the carbon equivalent of the steel (a measure of hardenability), and the temperature for preheating the weld zone can be calculated by correlating the carbon equivalent to the thickness of the subject.
The carbon equivalent (CE) of steel can be calculated as follows:
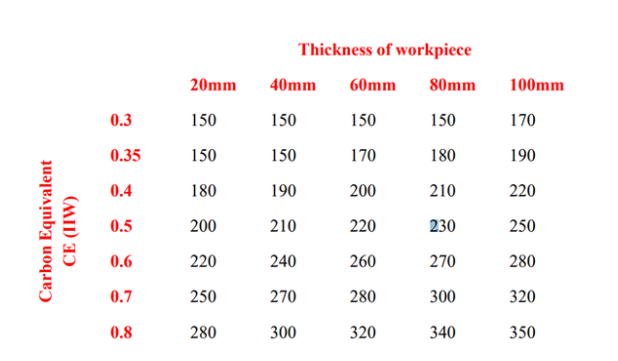
This method is restricted to filet welds.
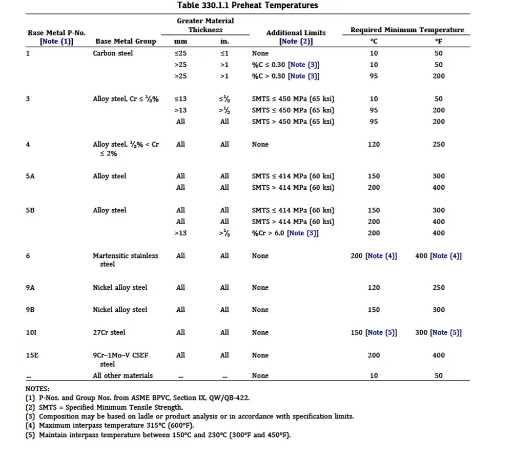
Standard industry codes, like the American Society of Mechanical Engineers codes B31.3- Process piping guide, show operators how to calculate the preheat temperature for Welding. which is as shown below:
Methods of Preheating in Welding
Preheating in welding needs to be carefully supervised as temperature control is easier to carry out.
Heating rings, torches, furnaces, and thermal blankets adequately heat the subject.
The preheating welding procedure can be carried out on the weld region or the entire workpiece itself.
Careful selection of preheating methods ensures optimization, cost efficiency, and high-quality welds.
Some common welding preheat equipment are as follows:
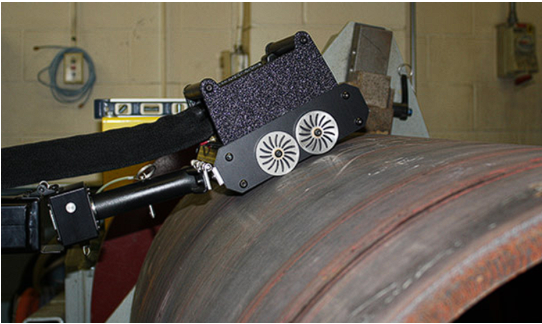
· Induction Preheating
This process magnetizes the workpiece, creating the flow of eddy current that increases the temperature of the effective region.
This process is helpful for precise temperature control and provides consistent heating throughout the workpiece.
This method is safe and quick. It can also be used for workpieces of various geometries and sizes.
Induction preheating also takes less time to attain preheat temperature for welding and consumes less electricity.
· Open Flame Preheating
A rosebud tip device is used on the workpiece, which impacts a high-temperature flame of compressed air and fuel.
Tool economy can be a major benefit of this process in the case of Welding operations that use flame torches.

The nature of the open flame poses a significant hazard for the operator, and the resulting fumes and soot can cause long-term health problems.
Fuel also increases operational costs, and the flame causes inefficient and inconsistent heating in the workpiece. This process takes longer to heat the subject as well.
Further Reading, What is Acoustic emission testing?
· Ovens
In this process, convection ovens are used for heating entire workpieces.
This provides uniform heating and reasonable temperature control.
However, there is a limit on the size of the workpiece that can be used, and it consumes a large amount of electricity.
The heat generated from the oven provides an unfavorable working environment for the operator.
The cycle time in this process is significant as the oven takes time to reach the heating temperature itself; hence it is used for large-scale preheat welding, preferably for batches of workpieces.

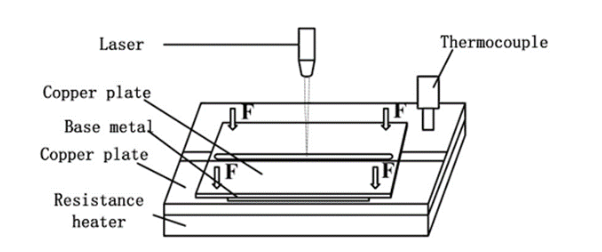
· Resistance Heating
This process conducts heat through direct contact using heated ceramic tiles.
This process requires extensive apparatus and set-up time, proving expensive and time-consuming.
It can, however, be used for larger-scale workpieces and provide efficient and uniform heating and post-treatment cool-down.

The ceramic pads must be thoroughly cared for and maintained as they can be highly delicate.
They break easily, and broken tiles can cause heat pooling and leave spots in heated and cold regions, respectively.
Operators should be skilled, and precautions should be maintained to avoid injuries due to operation from the heated ceramic tiles.
Many methods are available that help measure the preheat temperature in the material. Some of them are:
· Thermal Crayons

· Thermocouples
· Digital Thermometers

· Magnetic Dial Thermometers

Industry Standards for Preheating Processes
Preheating, like any industry process, has pre-set industry codes to follow to maintain the structural integrity of the metal, weld zones, and specific materials and set guidelines for the safe operation of apparatus.
These codes also ensure the safety of personnel in the vicinity of these devices and processes.
Some industry codes for preheating processes are as follows:
· American Welding Society- D 1.1-96, Annex XI – Heat Affected Zones
· American Society of Mechanical Engineers VIII (2017)- Rules for construction of pressure vessels.
· American Society of Mechanical Engineers B 31.1- Code for power piping (2016)
· American Society of Mechanical Engineers B 31.3- Code for process piping (2016)
· American Welding Society D 1.1-3.3 – Structural welding code, steel (2015)
Also Read, Welding Electrodes And Preheat Requirements
Difference Between Preheating and Post-Heating
Post-heating in welding is a heat treatment process wherein residual stresses in a welded workpiece are minimized to improve its fracture toughness.
Once cooled, the hydrogen content in the material can cause a brittle fracture; hence, heat treatment helps release entrapped hydrogen from the weld zone prior to cooling.
Removal of residual stresses from the workpiece allows for further machining and processing.
· Post-heating in welding can almost be considered as maintenance of the pre-heating process to ensure that crack deformities do not occur in the weld zone due to embrittlement because of changes in microstructure, hydrogen entrapment, and internal stresses.
· A requirement for post-heating in the manufacture of a certain subject may ensure that pre-heating also must be carried out.
· Post-heating can only be carried out under careful temperature control, and flame torch heating techniques like the rosebud used in Preheating in Welding cannot be used. Electrode-based heating mechanisms are preferred.
· Temperature crayons cannot be used in post-heating techniques as precise monitoring of the temperature state of the weld subject is required.
Advantages and Disadvantages of Preheating in Welding
The advantages of preheating in welding processes are as follows:
· Highly restrained or moderately restrained weld joints incur high internal stresses post-welding.
These stresses can be dissipated by preheating in Welding processes, and the weld is reinforced.
· Preheating can provide a release of hydrogen in the weld zone and filler material, which may cause embrittlement crack post-cooling.
· Shrinkage-related cracks can also be avoided using preheating by streamlining the cooling process post-heating and creating uniformity in the change of microstructure of the heat-treated regions.
· In metals with higher values of thermal conductivity, welding processes prove to be less efficient in thoroughly melting the base material.
Preheating in welding aids in expediting this process by melting the base metal beforehand to ensure a thorough fusion of welded zones.
The disadvantages of preheating in welding are as follows:
· High carbon steels, when preheated, may cause the formation of granular structures, which in turn make the steel brittle.
· Steel alloys containing Cr, Mo, Mg, and N as additives may form chromium carbide molecules, resulting in corrosion within the steel.
· Preheating can cause a decrease in yield strength in thermos-mechanically treated steels as it can reverse the effects of its prior heat treatment.
· Dual-phase alloys of steel containing austenitic and ferritic states within their microstructure lead to the formation of more ferritic structures, which gravely affects the material’s corrosion resistance.
· Preheating can cause the growth of precipitated within precipitation-hardened steels and result in embrittlement.
Next on Your Reading List, Radiographic Films: A Complete Guide to Understanding the Basics
Conclusion
Welding has applications in almost every industry that even remotely uses metal and metal alloys.
Industries like the automotive, petrochemical, aerospace, and chemical industries rely on heavy-duty machines with complex structures and joints that require advanced Welding techniques and machinery.
Heat treatment of metal is a complicated process that involves considering multiple factors.
It requires an in-depth study of the materials, final products, and environment of production and machining processes.
Industry experience and pre-set standards have, however, considered these variables and provide tried and tested techniques like preheating, with codes set for not only materials but include considerations for filler materials, alloys, intended purpose, dimensions, and well as specific methodologies used.
Preheating is essential in welding as it helps provide optimal weld results and reduces the wastage of resources, energy, and time invested in correcting production defects like cracks and embrittlement.
This process helps create products with complex geometries, increased strength, and lesser internal stresses, helping advance manufacturing technology by eliminating recurring complications.
References
TWI Global
Barry Robinson, West-Track
Seattle Findings
Smithweld
Hotfoil-EHS
Technoweld
Shenzhen Pride Instrument Inc
Brannan